Content list:
01. SIS is indistinguishable from ESD, DCS, PLC silly? Read this before you know!
02. How deep is the "wire system" of the instrument?
03. How far can a 4-20mA signal be transmitted?
04. The instrument does not understand the process PID.
05. Eleven "Language" for "Communication" of Automation Instruments!
06. Under the SIS security system, users, design institutes and manufacturers should think about SIL certification!
07. Easily judge DCS faults in nine steps without the need for a rush!
08. Chemical meter commonly used calculation formula, how many will you?
01 SIS is indistinguishable from ESD, DCS, PLC silly? Read this before you know!
SIS and ESD, DCS and PLC are often misunderstood in the process of chemical production. This article explains each of the four basic concepts and the specific relationship between the four to help instrumenters understand and master.
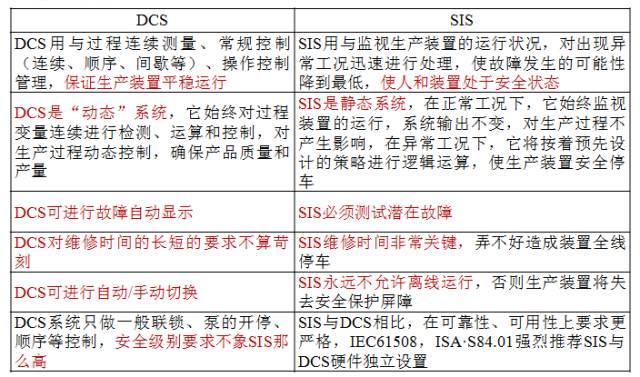
Difference between SIS and DCS
SIS and DCS play different roles in the petroleum and petrochemical production processes, respectively, as shown in the following figure: The production equipment can be divided into three levels from the perspective of safety: the first layer is the production process layer, and the second layer is the process. The control layer, the third layer is the parking protection layer of the safety instrument system.
The difference between SIS and ESD
SIS is a systematic concept. It pays more attention to the concept of integrity. It can be seen from the naming. SIS pays attention to the loop and focuses on the whole system. Safety field detection devices (transmitters, meters, sensors) -> Safety A - "Safety controllers - Safety DO -" Safety field actuators (Safety shut-off valves, pressure relief valves, protection Etc.)
The ESD usually refers to the concept of a pure control system such as a safety control system manufacturer, a safety controller, (CPU), IO, etc.
In essence, the SIS hardware system includes not only SIS controllers and IOs (eg Triconex, HIMA, Siemens 400FH).
Also include all other input components that interface with the controller, such as TUV SIL certified sensors, transmitters, and detection devices;
Should also include all output components such as TUV SIL approved actuators (hydraulic safety actuators, pneumatic safety actuators, electric safety actuators),
There should also be certified field equipment. For a strict site, the valve body must also have a TUV certificate.
For example, the safety valve of a nuclear power plant is not only qualified for the quality inspection of boilers and pressure vessels, but also should have a nuclear inspection certificate, and there should also be a TUV safety certificate, clearly indicating several levels of SIL.
ESD is a manufacturer's security controller used in different occasions, according to different uses, with these different names, in theory, only ESD, "not necessarily" will be a complete SIS control system. ESD is only a part of SIS, and it is the most important part in physical hardware.
The difference between DCS and PLC
1. From the aspect of development:
DCS evolved from the traditional dashboard monitoring system. Therefore, DCS is more concerned with the control of the instrument from the congenital point of view. For example, the YOKOGAWA CS3000 DCS system we use does not even have a PID number limit (PID, Proportional Calculus of Integrals, which is a standard algorithm for closed-loop control of valves and frequency converters, usually PID The quantity determines the number of regulators that can be used).
PLC evolved from traditional relay loops. The original PLC did not even have analog processing power. Therefore, PLC emphasized the logic computing ability from the beginning.
2, from the system's scalability and compatibility aspects:
There are many kinds of control products on the market, both DCS and PLC, there are many manufacturers in the production and sales. For PLC systems, there is generally no or little need for expansion because PLC systems are generally used for equipment. In general, PLCs rarely have compatibility requirements. For example, two or more systems require resource sharing, which is also very difficult for PLCs. Moreover, PLCs generally use a dedicated network structure, such as Siemens MPI bus network, even adding an operator station is not easy or costly.
In the process of development, DCS is also a self-contained system, but most of the DCS systems, such as Yokogawa, Honeywell, ABB, etc., although the communication protocol within the system (process level) is not the same, but the operation level The network platform invariably chose Ethernet, using standard or variant TCP/IP protocols. This provides a very convenient scalability. In this kind of network, the controller and the computer all exist as one node. As long as the network arrives, the number of nodes and the position of the node can be arbitrarily increased or decreased. In addition, based on the windows system's open protocols such as OPC and DDE, each system can also communicate very conveniently to achieve resource sharing.
3, from the database:
DCS generally provides a unified database. In other words, once a data exists in the database in the DCS system, it can be referenced in any situation, such as in the configuration software, in the monitoring software, in the trend graph, in the report... and in the PLC system. Databases are usually not uniform, and configuration software and monitoring software and even archiving software have their own databases. Why often say that Siemens S7 400 to be more than 414 is called DCS? Because Siemens' PCS7 system uses a unified database, PCS 7 requires the controller to be at least S7 414-3.
4, from the time scheduling:
The PLC program generally cannot run in a preset cycle. The PLC program is executed once from beginning to end and from the beginning. (Now some new PLCs have improved, but there are still limits on the number of mission cycles) and DCS can set mission cycles. For example, quick tasks. The same is the sampling of the sensor, the change time of the pressure sensor is very short, we can sample with 200ms task cycle, and the temperature sensor lag time is very large, we can use 2s task cycle sampling. In this way, the DCS can reasonably schedule controller resources.
5, from the network structure:
Generally, DCS routinely uses a two-tier network structure. One layer is a process-level network. Most DCSs use their own bus protocols, such as Yokogawa's Modbus, Siemens and ABB Profibus, and ABB's CAN bus. These protocols are established. Based on the standard serial transmission protocol RS232 or RS485 protocol. The on-the-spot IO module, especially the analog sampling data (machine code, 213/scan cycle) is very large, and there are many on-site interference factors. Therefore, a network standard with large data throughput and strong anti-interference capability should be adopted. The bus structure based on the RS485 serial port asynchronous communication method meets the requirements of field communication.
The sampled data of the IO is converted into shaped data or real data by the CPU and transmitted on the operation level network (layer 2 network). Therefore, operation-level networks can adopt network standards with moderate data throughput, fast transmission speed, and easy connection. At the same time, operation-level networks are generally placed in control rooms, and the requirements for combating interference are relatively low. Therefore, using standard Ethernet is the best choice. The TCP/IP protocol is a standard Ethernet protocol. Generally, we use 100 Mbit/s communication speed.
The task of the PLC system is relatively simple, so the amount of data that needs to be transmitted is generally not too large, so the common PLC system is a layer of network structure. Process-level networks and operation-level networks are either merged together, or the process-level networks are simply reduced to internal connections between modules. PLC will not or rarely use Ethernet.
6, from the application of the scale of the object:
PLC is generally used in small-scale self-control places, such as equipment control or a small amount of analog control and interlock, while large-scale applications are generally DCS. Of course, this concept is not very accurate, but it is intuitive. We used to refer to systems with more than 600 points as DCS, and less than this scale as PLC. Our heat pump and QCS, horizontal product supporting control system is generally called PLC.

Said so many differences between PLC and DCS, but we should realize that, PLC and DCS have developed to today, in fact, are close to each other. Strictly speaking, the PLC and DCS can't be cut across the board nowadays. The concept has been blurred.
Now let's discuss the same (like) aspects of each other.
1) From the function:
PLC has already possessed the control function of analog quantity, some PLC system analog quantity processing capacity is even quite powerful, for example Yokogawa FA-MA3, Siemens S7 400, ABB ControlLogix and Quantum system of Schneider. The DCS also has a very strong logic processing capability. For example, we implemented all the interlocking and start-up of the process interlocks and equipment that we may use on the CS3000.
2) From the system structure:
The basic structure of PLC and DCS is the same. PLC has been fully transplanted to the computer system control since its development. Traditional programmers have long been eliminated. The PLC of small-scale application generally uses the touch screen, and PLC of large-scale application fully uses the computer system. Like the DCS, the controller and IO station use fieldbus (usually bus based on RS485 or RS232 asynchronous serial communication protocol). If there is no requirement for expansion between the controller and the computer, it means that only one computer is used. In this case, this bus communication will also be used. However, if there is more than one computer, the system structure will be the same as that of the DCS. The upper computer platform uses the Ethernet structure. This is one of the reasons for the large scale of the PLC and the ambiguity of the DCS concept.
3) The development direction of PLC and DCS:
The miniaturized PLC will develop to a more professional use perspective, such as more targeted functions, more targeted applications, and so on. The boundary between large-scale PLC and DCS is gradually reduced until it is fully integrated.
DCS will continue to develop in the direction of FCS. In addition to the more decentralized control system at the heart of the FCS, instrumentation is particularly important. The application of FCS in foreign countries has been developed to the instrument level. The control system only needs to deal with signal acquisition and provide man-machine interface and logic control. The control of the entire analog quantity is distributed to the field instruments. Without the traditional cable connection between the instrument and the control system, the entire instrument system is connected using the field bus. (Currently, Yokogawa has used FCS in the Sinopec Shell petrochemical project, and the instrumentation class uses smart meters such as EJX and the world's most advanced control level).
02 How deep is the "wire system" of the instrument?
Since there is a two-wire system, a three-wire system, and a four-wire system, how can these wires be replaced with each other? Take a look at the following, how to change the second line to four lines, four lines to change the second line?
From the above, we can see that all kinds of wire-based transmitters can exist, there is always reason for existence, otherwise there will not be so many wire systems, it is very difficult for users to change the wire system, and the actual significance Not great.
If you want to change the four-wire transmitter with a 0-10mA.DC transmission signal to a two-wire system, the first problem encountered is that the initial current is zero. In the state of zero current, the transmitter's electronic amplifier It is impossible to establish a working point and it will be difficult to work normally. If you use a DC power supply and ensure the original constant current characteristics of the instrument, when the load resistance of the transmitter is 0-1.5KΩ, the dynamic resistance of the feedback resistor connected in series with it is about 2KΩ. When the output is 10mA, the voltage drop of these two parts is When the power is greater than 24V, that is, when the power is supplied from 24V.DC, and the load is 0-1.5KΩ, it is impossible to ensure constant current characteristics, and no two-wire transmission is used.
Four-wire system to two-wire system
One, positive output (1, 3 shorted, 2 connected 6, 4 connected 5, output 5, 6)
1 -â—
24VDC
2 +â—‹ â—‹+ 6
Transmitter Receiver 4-20mA
4 +â— â—- 5
4-20mA
3 -â—‹
Second, reverse output (2,6 shorted, 1 connected 3, 4 5, output 3, 4)
1 -â— â—‹- 3
24VDC
2 + â—‹
Transmitter Receiver 4-20mA
6 +â—
4-20mA
5 -â—‹ â—+ 4
03 How far can a 4-20mA signal be transmitted?
China's electrical automation instrument classification from the perspective of technological development, mainly divided into DDZ-I type, DDZ-II type, DDZ-III type and DDZ-S type and several other types, are basically electric 3 and electric 4 instrument , respectively refers to DDZ-III type and DDZ-S type. How far can a 4-20mA current signal be transmitted?
The transmission distance of the 4-20mA current signal is mainly related to the following factors:
1. The signal excitation voltage Ue;
2. The minimum operating voltage Umin of the instrument;
3. The receiving device's load (sampling) resistance RL;
4. Lead resistance r.
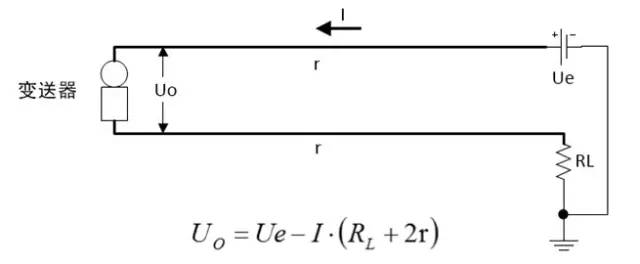
Figure 3: Two-wire transmitter current signal transmission loop
Among them, Uo is the power supply voltage of the transmitter, must guarantee Uo ≥ Umin at full load (current I = 20mA).
which is:  . According to this formula, the maximum wire resistance can be calculated when the transmitter is at the lowest operating voltage. Assumptions:
. According to this formula, the maximum wire resistance can be calculated when the transmitter is at the lowest operating voltage. Assumptions:
Known: Ue=24V, I=20mA, RL=250Ω, Umin=12V. Find the maximum value of r as 175Ω: 
According to the calculation formula of wire resistance:  , among them:
, among them:
Ï - resistivity (copper resistivity=0.017, aluminum resistivity=0.029)
L——length of line (unit: meters)
S——line section (unit: square millimeter)
Note: The resistance value is proportional to the length and inversely proportional to the cross-sectional area. The longer the wire, the greater the resistance, the thicker the wire, and the lower the resistance.
Taking a copper wire as an example, Ï = 0.017 Ω·mm2/m, that is, a cross-sectional area of ​​1 mm 2 , and a copper wire resistance of 0.017 Ω in a length of 1 m. Then 175Ω corresponds to 1mm2 wire length is 175/0.017=10294 (m).
Therefore, the theoretical 4-20mA signal transmission can reach tens of thousands of meters (depending on different excitation voltage and the minimum operating voltage of the transmitter and other factors).
04 The instrument does not understand the process PID.
Any process flow in a craft shop is inseparable from the detection, recording and control of the instrument system. Because each process of the craft workshop, each parameter works under the control of the instrument, only when installs the instrument in the appropriate craft flow, can peep the entire process to be normal. Because the instrument has a "human eye" function in the process plant, it can be said that the realization of the process production depends on advanced equipment and instruments. This article focuses on the flow chart of process pipelines completed by process personnel and instrumentation personnel to help process and instrument personnel learn from each other and promote work.
PID drawing device drawing method:
Numbering, eg E-1, is operated in parallel by three heat exchangers, numbered E-1A, E-1B, E-1C (or E-1A/B/C); if P-1 is two pumps ( One operation, one standby), whose number is P-1A, P-1B (or P-1A/B).
Draw the device's full operation and spare device with a thin solid line. In the vicinity of the device (up, down, left, right, or both) note the number (draw a thick solid line below), name and main body size or important feature number and name, and process The flow charts are consistent. If the numbering method is the same as the "process flow chart" but the same function equipment is composed of multiple sets (or standby), A, B, C may be added after the numbered numbers.
The marking method of the main body size or characteristics of the equipment is defined as follows according to different appearances or characteristics:
a) Vertical cylinder type: ID ID x tangent to tangent height T/T, mm,
b) Horizontal cylinder type: ID ID tangent to tangent length T/T, mm,
c) Rectangular type: length × width × height, mm,
d) Heating and Cooling Equipment: No., Name and Characteristics (Heat Load, Heat Transfer Area)
e) Pumps, equipment size may not be drawn in proportion, but there should be a relative size point of view, equipment with a position difference, should show its relative height position,
For example, the condenser and return tank in the thermal bypass control process; the drawing of the internal components of the equipment is the same as the delineation of the PFD diagram; all the multiple equipments with the same effect should be all represented, and their performance in parallel or according to the requirements of the production process. Serial operation method. For some equipment that must meet the pump's NPSH or medium self-flow requirements, the height from the ground should be marked. This is generally required for towers and certain vessels. For vertical containers that fall to the floor, the size requirements can also be directly reflected in the datasheet device sketches.
Pipeline painting in PID diagram:
1. The pipelines and valves of all operations, open and stop, and accident handling in the installation shall be represented, and the flow of the materials in the pipeline shall be represented by arrows. Important operational pipelines are represented by thick solid lines, and spare pipelines, open and stoppages, and accident-handling pipelines and other auxiliary pipelines are all represented by thin solid lines.
2. Purge pipelines, waste oil discharge and vent pipelines in the installation only need to draw out its important pipelines and valves and show its position in connection with equipment or process piping.
3. The public works (water, steam, fuel, sealing oil, flushing oil, chemical agent, etc.) in the installation can be divided into different systems to draw the “pipeline and instrument flow chart†of the public works according to the above requirements. All materials are generally indicated by a short solid line when they are used, and the names of the materials are marked, but the instruments and valves used shall not be duplicated (generally only expressed in the PID of public works).
4. Pipeline numbering and labeling essentials: The department number of the credential device and the attributes of the materials in the pipe should be numbered in the process sequence, ie each medium should be numbered separately, allowing the center to have a reserved number, such as: process pipeline (code P ) When there is space between the different attributes of the material pipelines, the same material flows through multiple devices with different functions, and a new pipe number is created after each device or group of devices.
Instrumentation:
All devices such as controls, measurements, records, instructions, and interlocks should be drawn.
All instruments should be classified and numbered, and the complete supply equipment can be negotiated with the instrument professional to determine the numbering principle.
Code and legend.
The code names and legends of equipment, pipelines, meters, etc. shall be drawn on the same drawing as a picture file number of the "Pipeline and Meter Flowchart." They are generally used as the first picture of PID.
05 Eleven "Language" for "Communication" of Automation Instruments!
Each instrument has its own unique communication protocol, common modbus communication protocol, RS-232 communication protocol, RS-485 communication protocol, HART communication protocol, etc., then how do these communication protocols work, what are the advantages and disadvantages? What? This article will focus on the current common communication protocols! Help instrument people learn.
Communication protocol classification
The commonly used instrument communication protocols are:
Modbus communication protocol
RS-232 communication protocol
RS-485 communication protocol
HART communication protocol.
MPI communication
Serial communication
PROFIBUS communication
Industrial Ethernet
ASI Communication
PPI communication
Remote wireless communication
TCP
UDP
S7
Profibus
Pofinet
MPI
PPI
Profibus-DP
Devicenet
Ethernet
06 SIS security system, users, design institutes, manufacturers should be how to treat SIL certification!
Since the Safety Supervision Bureau No. 116 document, the SIS security system has also become a topic for instrument manufacturers and instrument users. For instrument manufacturers, how to select the type of instrument in the SIS system? Is the problem; for the meter user, under what circumstances should the SIS be a problem? It is a problem!
SIS safety instrumentation system has many requirements in terms of functions and specifications. The same applies to safety certifications, such as TUV and SIL certification, TUV belongs to the German Rhine certification, and the product has obtained the TUV logo certification, indicating that the product has passed TUV Nande or TUV Rheinland independent Tests and factory audits demonstrate that the product meets the safety requirements of relevant European or international standards.
The TUV logo is widely recognized by manufacturers and certification bodies in Europe and even in the world.
SIL English full name: Safety integrity Level - safety integrity level, is the newly introduced standard, SIL certification, internationally recognized as a functional safety certification, is based on the functional safety standard IEC 61508 issued by the International Electrotechnical Commission IEC (translated into GB/T 20438 The requirements for the certification of the relevant products in the SAC/TC124/SC10). Products that require SIL certification are all occasions that may cause high harm to people, the environment, or the property. The main purpose of the assessment is also not to cause personal injury, environmental pollution, and property damage due to the functional problems of the product itself.
At present, domestic chemical companies basically know little about SIL or TUV. This has led to the confusion of the Safety Supervision Bureau when it comes to safety systems, and they simply do not know where to start.
07 Nine steps to easily determine DCS failures without the power of a flood!
The extensive application of DCS systems in industrial production processes has made the reliability and stability issues more prominent, and it has also made people more and more demanding of the entire system. It is hoped that the DCS system will have as few failures as possible, and hopes that once the DCS system fails, it can diagnose the fault location as soon as possible and repair it as soon as possible to make the system work again. The following is a brief introduction to the general classification of faults and the general methods of fault diagnosis.
DCS system troubleshooting steps:
Once the DCS system fails, it is imperative to correctly analyze and diagnose the location of the fault. Fault diagnosis is based on experience, with reference to the fault environment and phenomena, to determine the location and cause of the fault. This diagnostic method has some differences due to the different DCS system products.
1) Whether it is caused by improper use. Common faults of this type include power supply errors, terminal wiring errors, incorrect installation of the board, and on-site operation errors.
2) Whether it is caused by a DCS system operation error. This kind of fault is often caused by a tuning parameter setting error or a setting status error.
3) Confirm whether it is a field instrumentation failure or a DCS system failure. If it is a site instrument failure, repair the corresponding field instrument.
4) If the failure of the DCS system itself, it should be confirmed that it is hardware fault or software failure.
5) If the hardware is faulty, find out the corresponding hardware and change the template.
6) If it is a software failure, it should also confirm that the system software or application software is faulty.
7) If the system software is faulty, restart it to see if it can be restored, or reload the system software to restart.
8) If the application software is faulty, check all the data of the user-written program and configuration to find the cause of the fault.
9) Using the DCS system's self-diagnosis test function, each part of the DCS system is designed with a corresponding self-diagnostic function. In the event of a system failure, this function must be fully utilized to analyze and determine the location and cause of the fault.
08 chemical meters commonly used calculation formula, how many will you?
Instrument scale calibration problems will occur in instrument maintenance and calibration. The conversion relationship of the instrument scale includes: the conversion of the measurement parameters of the transmitter and the output signal, the conversion of the display instrument input signal and the display value, and the instrument scale conversion is essentially the conversion between the instrument signal value and the measurement. How to correctly calculate the determined temperature, pressure, liquid level and flow rate is very important to our safety production. Then, this article focuses on sharing some formulas commonly used by meters for the circle friends to help everyone obtain the required quantity quickly.
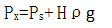
(1) Measure formula for opening container liquid level
When measuring the level of the open container, the pressure gauge is connected to the bottom side of the container through the pressure tube, that is, the static pressure of the upper part of the liquid level of the container and the bottom of the liquid level. The pressure indicator of the pressure measuring instrument can indirectly know the height of the liquid level. which is:
H=P/Ïg
Where: H—the height of the liquid level;
P - the indicator value of the pressure measuring instrument;
Ï - the density of the liquid;
g - Gravity acceleration;
The above relationship is the establishment of the conditions: the pressure gauge's measurement reference point and the minimum level should be the same, if not in the same level, you must subtract the corresponding height of a liquid column difference.
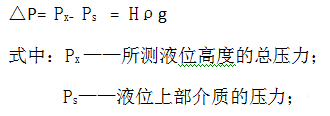
(2) Measuring Formula for Sealed Vessel Liquid Level
When measuring the level of a sealed container, the difference between the upper and lower pressures is a measure of the level of the constant level, but the level of the liquid is also affected by the pressure of the medium in the container, ie:
In practical applications, in order to eliminate the influence of pressure in the container, a sample tube is added to the upper part of the container to measure the pressure difference between the bottom of the liquid level in the container and the upper part of the liquid level. This is equivalent to subtracting the pressure value from the container. ,which is:
Shenzhen Guan Chen Electronics Co., Ltd. is a High-tech enterprise that integrates R&D, design, manufacture of computer peripheral products.The products include Thunderbolt Docking Station,USB Docking Station,USB Hubs,USB Adapter, Thunderbolt Cable , SSD Enclosure , HDD Enclosure . Our company adheres to the principle and motto of Being sincere, Responsible, Practical to meet the needs of markets and customers with high quality technology and management. We commit ourselves to new product development and also stress the exploring of international markets.
Our company owns a professional production team and establishes strict quality control standard, so we can provide high quality products and service for customers. We have Grapgic designer,3D Deisnger and Electronic designer to provides professional OEM/ODM service. Our factory covers an area of 1,000-2000 spare meters, which houses 100-200 workers, so our production capacity reaches 50,000 pieces every day.With more than 10 engineers focusing on research and development, our private model attracts much among different markets. Over 100 new designed models are released per year.There are also 3 lean production lines to fullfill small quatity orders production for variety of models.
Our Thunderbolt 3 Docking Station has passed thunderbolt certified by intel and apple.Our product also all can meet with CE, RoHS, UL, FCC and other related certification.And our factory also meets legal environmental standards ensuring your order is delivered. We have a very good reputation at home and abroad. Our products are mainly exported to Europe, USA and Southeast Asia. We provide one-stop-service and promote customers achieve rapidly development. Customer comes First, Quality Ranks First, and Reasonable Price.Guanchen will be your faithful partner from China.
Type C To Network Adapters,Type-C To Network Hubs Rj45 Adapter,Network Hubs Rj45 Adapter,Usb-C To Gigabit Network Adapter
Shenzhen GuanChen Electronics Co., Ltd. , https://www.gcneotech.com