The conventional PCB substrate material is a copper clad laminate. At present, most of the production methods in the world are intermittent. It is mainly completed in four major processes: synthesis and preparation of resin glue (gluing); dipping, drying (sizing) of semi-finished products; lamination molding (pressing); shearing and packaging.
Fiberglass cloth base copper clad production process(1) Resin limb manufacturing
The resin glue production was completed in a reaction kettle. The production of the resin glue for the wake-up paper-clad copper-clad board generally begins with the synthesis reaction of the original resin. When the original resin is made into a resin in the A-stage, it is prepared by adding other resins, auxiliaries, solvents, etc. to the reactor, and finally making a resin glue that can be directly sized (known overseas as 凡立水) , resInvarnish). The manufacture of its original resin is generally the manufacture of modified awake resin. In this manufacturing process, the main control performance test items are: resin gelation time (also known as gel time, geltime), resin volatile content (volatile content), density, twist, solid amount, free ruthenium content, etc. . Intermediate control or general process research determination of resin manufacturing process, common items are: pH value, Mongolian degree, gelation time, refractive index, water number, turbidity, enthalpy reaction rate, free wake up content.
Epoxy-glass fiber cloth-based copper plate resin resin liquid manufacturing, mainly resin processing, the original resin (epoxy resin) provided by a professional resin production plant into the reaction kettle, then add curing agent, curing promotion The agent, other auxiliary agents, solvents, etc. are prepared by mixing and dissolving.
In the resin synthesis reaction processing, the evaporation area of ​​the reactor in the design and selection of the equipment (or the aspect ratio of the reactor), the pumping rate of the vacuum pump, the condensation area of ​​the condenser, the temperature of the condensate, and the jacket of the reactor The manner of heating and cooling, the effect of the agitator of the reactor, etc. all have an important influence on the performance of the synthetic resin. It is also very important to correctly and reasonably control the temperature, vacuum degree and reaction time of each reaction stage in the manufacturing process. For the resin preparation process, it is necessary to strictly control the amount of each component to be charged and the time and temperature of the mixing and dissolution reaction.
(2) Semi-finished product impregnation and drying
The manufactured resin glue is injected into the glue tank of the glue machine, and the fiber substrate, the fiberglass cloth, the glass fiber paper and the like are used as the reinforcing substrate, and the resin glue is impregnated, and then passed through the glue oven, at 120 Heat and dry at ~180 ° C to leave the resin in a semi-cured state (B-stage resin) and remove the solvent. This process is called sizing, and its product is called sizing paper (or sizing tape). Among them, the upper adhesive tape is an important raw material for the manufacture of multi-layer boards, and its trade name is also called prepreg (referred to as PP, or preimpregnated bonding sheet).
The processing of the paper-based copper clad laminate is generally carried out in a horizontal gluing machine. The processing of the upper tape of the fiberglass cloth-based copper clad plate is generally carried out in a vertical gluing machine. The quality control indicators of sizing paper (sand cloth) generally have resin content (resincontent, RC%), resin fluidity (resinflow, RF%), volatile content (volatile content, VC%), resin gelation time (geltime, GT), the quality control index of the adhesive paper, in addition to the sheet quality, soluble resin content (soluble resin content). Some manufacturers also do research and test on the quality performance of molten Mongolian curve, hydrogen peroxide crystallization test, solidification percentage and proportional fluidity.

In the sizing process, the semi-finished sizing paper (cloth) is continuously processed by the gluing machine through two processes of impregnation and drying. The process of impregnation is essentially a process in which the impregnating resin glue exchanges with the air in the fiber structure of the reinforcing substrate. During the impregnation process, the suitable molecular weight, twist, temperature resin glue passes through the primer of the gluing machine (unidirectional immersion in the resin), extrusion (double-direction immersion resin, control of dipping uniformity and resin content) The mechanical action will enhance the removal of air from the substrate fibers, allowing the resin glue to occupy its space and reach a certain thickness of the coating. Therefore, ensuring the uniformity of the impregnated fiber space and the resin occupancy rate are two important goals achieved in the semi-finished impregnation and drying process.
Gluing processing is an important key processing step to ensure the quality level of prepreg and CCL products. A certain uniform amount of glue is ensured by the form of the gluing machine, the number of dipping times, the speed of gluing, the size of the spitting gap and its accuracy, and the running quality of other attachments. The permeability of the sizing paper, that is, the ability and uniformity of absorbing the resin glue of the impregnated fiber material depends on the properties (molecular weight, twist, density, solid amount, etc.) of the absorbed resin glue. At the same time, it is also related to the dipping method, the ambient temperature, the gluing speed, and the glue circulation.
The wet-coated sizing paper (cloth) after immersion is dried in a gluing oven to complete two necessary processes:
The first is the evaporation process of low molecular volatiles (including solvents) in the solvent and resin; the second is that the resin molecules continue to undergo a certain degree of polycondensation. The former is the process of physical change, and the latter is the process of chemical change. After the drying process is completed, it is necessary to achieve only a small amount of volatile components remaining in the sized paper (cloth) and a certain degree of soluble resin flow which is compatible with the lamination molding process.
The drying process is a process of mutual conversion of heat transfer of the heat carrier and mass transfer of the heat carrier, and is also a process of converting the resin structure of the sized paper (cloth) from the A stage to the B stage. As the heat and drying progresses, the resin of the sized paper (cloth) undergoes a certain polycondensation reaction, and the crosslinking density and molecular weight are continuously increased. When the drying is finished, the components of the A and B stage resins which are soluble in some organic solvents are generally reduced to 75% to 95%. Strictly grasping the degree of curing and transformation of the resin is an important process control work in the sizing process. The impregnating resin also changes in the molecular weight distribution structure during the sizing process. Japanese experts used gel permeation chromatography (GPC) technology to separate the epoxy-oxygen resin system before and after FR-4 prepreg drying into three regions according to the molecular diameter for measurement and data statistics (Figure 2-5). Table 2-11). The test results show that the processed resin has a reduced mass percentage of the resin in the low molecular weight (which can be regarded as a monomer) portion and the medium molecular weight portion. Among them, the range of the decrease in the low molecular weight region is larger than that in the medium molecular weight region, and the percentage of the resin in the high molecular weight portion is increased. The increase is between 6% and 7%. The dispersion coefficient (Mw/Mn) of the entire resin did not change much.
(3) Lamination molding processing
The entire stage of the lamination process of the copper clad laminate mainly includes cutting, layup, lamination of the upper tape (the cutting of the sizing paper is simultaneously performed during the sizing process). Several major processes such as unloading plates.
The laminated blank of the prepared semi-finished adhesive paper (cloth) is covered with a copper anchor, and the copper plate is placed up and down as a mold, and then placed between the heating plates of the press for high-temperature and high-pressure lamination molding. Lamination molding is accomplished by three different process control stages: pre-warming, hot pressing, and cooling. At present, the lamination process of paper-based copper clad laminates, due to the improvement of the production technology level (improving the quality performance of resin production and gluing processing), most manufacturers at home and abroad can achieve direct high temperature, high pressure lamination process. In the lamination process of the fiberglass cloth-based copper clad plate, the "two-step method" is generally adopted to improve the performance of the plate. That is, at the lower temperature and low pressure, the pre-warming stage of pressing is first performed, and then high pressure and temperature are added to complete the processing of solidification molding of the board.
The laminating process on the hot press is to make the resin of the sizing paper (cloth) first melt and re-penetrate in the gap of the fiber reinforced substrate (this melt penetration, which was used in the sizing process) The melt flow has been carried out at the beginning of the drying process. Then, the B-stage branched structure of the resin, after a period of heating reaction, transitions to the C-stage macromolecular network structure, completes the solidification molding, and is formed into a remelted penetration and solidification molding of the finished product satisfying various performance requirements. . Therefore, in the lamination molding process, the two objectives of the above-described remelting penetration and solidification molding are to be attained.
The former is mainly completed in the pre-warming stage, which is based on the flow of the resin, the infiltration and permeation, the change of the Mongolian degree in the melting, and the transition from the thick to the elastic shape, to determine and grasp the pre-warming stage to the high pressure. The "process window" of the high temperature lamination stage conversion. The laminating process enters the high-pressure high-temperature lamination stage, mainly to complete the final forming process to complete the complete curing of the board.
Circuit board manufacturing processCircuit board production process 1 : The printed circuit board prints the drawn circuit board with the transfer paper, and slides the sliding side toward itself. Usually, two circuit boards are printed on one sheet of paper, and the circuit board with good printing effect is selected.
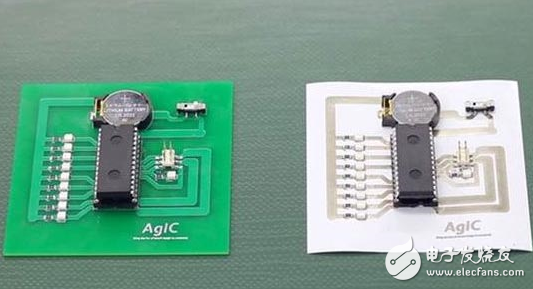
Circuit board production process 2: cutting the copper clad board, using the photosensitive board to make the whole circuit diagram. A copper clad laminate is a circuit board covered with a copper film on both sides, and the copper clad laminate is cut into a circuit board size, and not too large to save material.

Circuit board production process 3: Pretreatment of the copper clad plate The oxide layer on the surface of the clad copper plate is polished with fine sandpaper to ensure that the carbon powder on the thermal transfer paper can be firmly printed on the copper clad plate when the circuit board is transferred. The bright surface of the board indicates that it is polished.
Circuit board production process 4: The transfer circuit board cuts the printed circuit board into a suitable size, and attaches the printed circuit board side to the copper clad board. After aligning, the copper clad board is placed in the heat transfer machine. Make sure that the transfer paper is not misaligned. Generally, after 2-3 transfer, the board can be transferred to the copper clad plate very firmly. The heat transfer machine has been preheated in advance, and the temperature is set at 160-200 degrees Celsius. Due to the high temperature, pay attention to safety during operation!
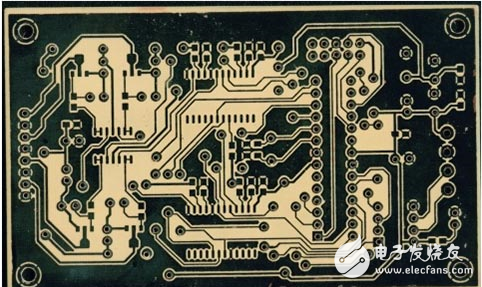
Circuit board production process five: corrosion circuit board, reflow soldering machine first check whether the circuit board is transferred intact, if there are a few areas that have not been transferred can be repaired with a black oil pen. Then it can be corroded. When the exposed copper film on the circuit board is completely corroded, the circuit board is taken out from the corrosive liquid and cleaned, so that a circuit board is corroded. The composition of the etching solution is concentrated hydrochloric acid, concentrated hydrogen peroxide and water in a ratio of 1:2:3. When preparing the corrosive liquid, first release the water, then add concentrated hydrochloric acid and concentrated hydrogen peroxide. If the concentrated hydrochloric acid, concentrated hydrogen peroxide or corrosive liquid is accidentally splashed on the skin or clothing during operation, it should be cleaned with water in time. Because of the strong corrosive solution, Be sure to pay attention to safety when operating!

Circuit board production process six: The circuit board drilling circuit board is to insert electronic components, so it is necessary to drill the circuit board. According to the thickness of the electronic component pins, different drill pins are selected. When drilling with the drilling machine, the circuit board must be stabilized, and the speed of the drilling machine cannot be opened too slowly. The operation of the drilling machine is relatively simple, as long as the careful operation can be completed very well. . Please take a look at the operator's operation.
Circuit board production process 7: After the circuit board is pre-treated, the toner coated on the circuit board is polished away with fine sandpaper, and the circuit board is cleaned with water. After the water is dry, apply the pine perfume on the side of the line. Only a thin layer is needed to prevent the line from being oxidized. At the same time, the rosin is also a good flux. Generally speaking, the surface of the circuit board will be loose within 24 hours. Solidification, in order to speed up the rosin solidification, we use a hot air heater to heat the circuit board, and it takes only 2-3 minutes to condense. The temperature of the hot air blower is up to 300 degrees. When using it, the air outlet should not be directed towards flammable materials, people and small animals. Safety is always in the first place!

Circuit board production process eight : soldering electronic components after soldering the electronic components on the board, the power-on function is realized, thus completing the entire circuit board production process.

Apple Laptop Holder For Desk,Apple Laptop Holder,Apple Laptop Holder Dock,Apple Pencil Holder Laptop,etc.
Shenzhen Chengrong Technology Co.ltd is a high-quality enterprise specializing in metal stamping and CNC production for 12 years. The company mainly aims at the R&D, production and sales of Notebook Laptop Stands and Mobile Phone Stands. From the mold design and processing to machining and product surface oxidation, spraying treatment etc ,integration can fully meet the various processing needs of customers. Have a complete and scientific quality management system, strength and product quality are recognized and trusted by the industry, to meet changing economic and social needs .

Apple Laptop Holder For Desk,Apple Laptop Holder,Apple Laptop Holder Dock,Apple Pencil Holder Laptop
Shenzhen ChengRong Technology Co.,Ltd. , https://www.laptopstandsuppliers.com